The Process of Making Malt Whisky
The production of malt whisky is dependant on the processes of germination and fermentation. Barley seed has to be ‘awakened’ from its dormant state into an active growing plant with its own supply of energy giving sugars.
Malting the Barley
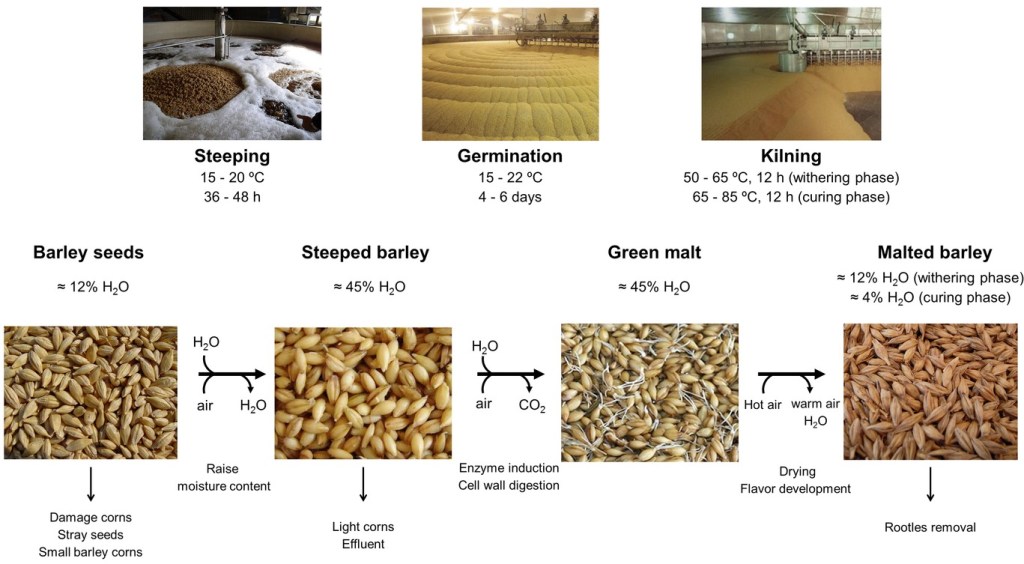
Steeping
Barley is first screened to remove any foreign matter and then soaked for two or three days in tanks of water,ranging from 8 tonnes to 25 tonnes capacity depending on the distillery.
During steeping, water is absorbed by the raw barley grains and germination begins, resulting in an increase of the moisture content from approximately 12% up to 42% to 46%, together with higher concentrations of sugars and amino acids.
A typical steeping process consists of an initial water stage for 6 to 16 hours under water with a consequent rise of the moisture content to 33% to 37%. Air is then removed through the grain bed in order to remove moisture and carbon dioxide produced during the process. Grains are allowed to rest for 12 to 24 hours exposing them to oxygen. After this the grains are immersed in water for another 10 to 20 hours until they reach the required moisture content. It is then spread out on a concrete floor known as the malting floor and allowed to germinate.
The germination stage leads to the production of green malt, which is characterized by high moisture content and high enzyme activity. Enzymes become active through germination process and are then stopped from growing during the drying stage.

During germination the barley secretes the enzyme diastase, which makes the starch in the barley soluble, thus preparing it for conversion into sugar. Throughout this period the barley must be turned at regular intervals to control the temperature and rate of germination.
Germination may take from 8 to 12 days depending on the season of the year, the quality of the barley used and other factors.
The Malt Kiln typically consists of a building containing the kiln above which is the drying floor.
Temperature is controlled by blowing air at selected temperatures upwards through the germinating grain, which is now turned mechanically.
It is at this stage when peat smoke can be used to further influence the flavour and character.

Peat and It’s Significance in Whisky
Fermentation takes about 48 hours and produces a liquid known as wash, containing alcohol of low strength, some unfermentable matter and certain by-products of fermentation.

The old Scots used peat to heat the pot stills. However, this doesn’t lead to the smoky flavour of the whisky. Nor does the water which runs through peat moors influence the smokiness of the whisky.
Peaty water contains only a few ppm (parts per million) of peat particles, which colour the water brown but don’t contribute to the smoke flavour. Sure, the water is crucial for the quality of the whisky, but it doesn’t influence the smokiness. Only drying the damp malt over a peat-heated fire brings the smoke into the barley grain.The level of smokiness of a whisky is determined by the time the barley grain is exposed to the pungent peat smoke during drying. Damp malt is usually dried for approximately 18 to 30 hours. Laphroaig dries its malt over peat fire for about 18 of these 30 hours, while Glengoyne uses only unpeated
Milling to Grist
Once barley has been malted and dried, the next stage is for the malted barley to be milled. These days very few distilleries have their own maltings and kilns, and most buy in barley that has been malted to their particular specifications by large scale industrial maltings such as the one at Port Ellen on Islay, or those near Burghead or Muir of Ord.
The malted barley that emerges from the drying process in the kiln is crisp and friable. It now has to be ‘milled’ to break it down into a form that will allow the maximum amount of sugar to be extracted during the next process of ‘mashing’. The malted barley is first sent through a stone extractor to remove any stones or other foreign objects from the dried barley. It is then dropped through a hopper into the malt mill itself.
There are different types of mills in the Whisky industry. A hammer mill is mostly used for corn, wheat and rye. Hammer mills have rectangular plates made of hardened steel, which are attached to an axle. The plates rotate at high speed around the axle inside the grinding chamber. The hammers throw the grain towards the plates which cover the housing of the mill, thereby crushing the grain. In roller mills, the grain is pressed between stacked pairs of rollers, where the strong pressure causes it to fragment. The smooth rollers can rotate at different speeds to increase the thrust force. The slow speeds do not heat the grain and there is no associated loss of moisture. Roller mills are used as standard for malted barley. Well-known brands include the ‘Porteus Mill’ ( Left) and the ‘Bobby Mill’ ( Right ).The malted grain is milled and the resultant coarse flour, or grist, is mixed with hot water in the mash tun,


Almost all (though not quite all) the malt mills you find in distilleries were made by one of two companies: Porteus, a company that (to judge from the makers plates carried by most mills) was originally based in Leeds before being taken over by a Hull engineering company; or Robert Boby Ltd of Bury St Edmunds.
Both produced malt mills of astonishing quality and longevity, and most you see in operation today have been grinding away for many decades. Indeed, so good were the mills produced by these two companies that they effectively ran themselves out of business, for replacements were never needed and new distilleries requiring new malt mills (in those days) were few and far between. This can cause issues on the rare occasions that malt mills do break down, as spare parts and the skills necessary to fix the mills are both very scarce.
While washbacks might be made out of fresh pine wood and a newly replaced still may yet be shiny, the malt mill is always the same old, worn machine. Ardbeg distillery installed their ‘Boby Mill’ in 1921, it cost £300. There is a reason for this though, and that reason is simple: almost all the malt mills currently in use do date back a few generations. You sometimes hear the phrase “They don’t make them like this anymore”, and in the case of the malt mill, this is actually true: they stopped being produced in the 1970s. But the reason the malt mill went out of production wasn’t because it wasn’t working properly or had somehow become obsolete. Quite the contrary, malt mills were so effective and durable, that they forced the companies that produced them into bankruptcy. Never breaking down, never malfunctioning, just grinding away the tonnes of barley that are thrown at it, year in, year out. Since they hardly ever needed to be replaced, there wasn’t a whole lot of money to be made by selling them. Malt mills are an example of something that was simply too well made, and contemporary manufacturers have taken note. While a malt mill could easily last a lifetime, to replace one nowadays, a second-hand one would cost around £60,000
Malt mills house two sets of rollers. The first set cracks open the grains of malted barley, while the second set, which is adjustable, grinds the malted barley into a finer consistency. The exact texture is very important to the distilling process. Too coarse, and it reduces the amount of soluble sugar that can be extracted in the mash tun, and too fine and it can block it up. It varies from distillery to distillery, but the ideal output of the milling process is considered to be 15-20% coarse particles (husks), 70-80% medium particles (grist); and 5-10% fine particles (flour). The milled barley, (now called grist), then heads off to to the mash tun where the sugars are extracted.

Mashing
Grist is still predominantly made up of starch. The malting process has produced the enzyme amylase in the grain, which now splits the starch into various sugars. This process takes 2-3 days, during which the mash cools down from 75°C to 60°C. order to convert the starch into sugar and then extract it with water, the mash tun was invented. In the beginning of whisky production in the 18th century, the mash tun was filled with grist, and boiling water was poured over the grist. Then the heavy mash had to be stirred by hand with shovels in order to accelerate or improve the extraction of sugar in the water. The mash tuns used to be made from wood like the wash tuns, but the hot water and the constant stirring wore the tuns out quickly. Modern day mash tuns are much larger and made of copper or stainless steel with mechanical rotating stirring arms.

Traditional mash tun
The traditional mash tun had a rotating arm in the middle, equipped with rakes that stir up the grain in the bottom of the tun to help extract the sugars and make it easier to drain the waters.
Semi-lauter Mash tun
From the 1970s and onward, the traditional vessels started getting replaced with mash tuns that sport long vertical iron knives, themselves equipped with small blades (or fins). In a semi-lauter version, the knives are rotated around in the mash tun by a spindle in the middle. The blades are able to disturb the malt much more than the traditional rakes, and thus increase the speed of the mash process.
Full lauter mash tun
The Full lauter mash tun is very similar to the semi-lauter version, but here, the knives don’t just rotate, but can also move up and down in order to further stir the mix.
Today a multi-stage extraction process is used by all distilleries. The mash tun is filled with several tons of grist, and then hot water from the in-house boiler is added via the mash mixer. The ratio of grist to water is approximately 1:4 so that a hot mush similar to porridge is created. The water of this first filling is not so hot (60-70°C).This first water remains in the mash tun for about an hour while the mash is being slowly stirred before the water is pumped out.
Emptying the mash tun takes much longer than filling it. With modern, flat lauter tuns the sugar water can be let out through a fine sieve without any leftover husks getting into the collection container, the underback. Old, tall mash tuns often take up to 6 hours to be emptied in order to get huskless water (wort) for the fermentation.
When the sugar water, now called wort, is pumped out, a heat exchanger extracts heat from it and cools it down to approximately 20°C for the upcoming fermentation. The energy that is won back this way is later used to heat the second water.
Since already a considerable part of the sugar has been extracted from the grist, the second filling is heated to over 70°C in order to make the extraction more effective. Almost always a third filling with 80-90°C is carried out, and in rare cases even a fourth one.
All distilleries share the peculiarity of the last water. Since it contains only little sugar it is used as first water for the new filling without being reheated. These remaining husks are called draff and contain large amounts of proteins, trace elements and mineral nutrients. They are made into feed pellets for livestock breeding. The high water content makes the draff heavy and hard to transport. That’s why the water is extracted from it in large evaporation facilities.
The town of Rothes, for example, has its own evaporation facility where all local distilleries bring their draff.


{kind=link}